English
English
 Français
Français
 Español
Español
 Deutsch
Deutsch
 日本語
日本語

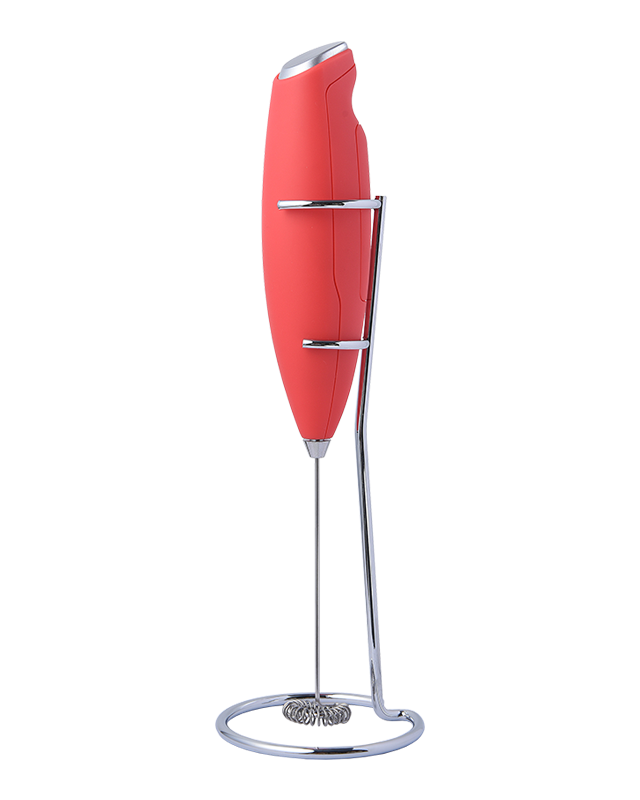
High-quality coffee foam mixers possess several key features that differentiate them from standard ones. These features are essential for producing consistent, velvety microfoam, which is crucial for creating a wide range of specialty coffee beverages. Here are the differentiating factors:
1.Powerful Motor:
High-quality coffee foam mixers are engineered with robust and high-torque motors. These motors are capable of handling the denser texture of various milk types, ensuring a consistently smooth and velvety microfoam. The power of the motor directly influences the mixer's ability to froth milk effectively, regardless of its viscosity.
2.Variable Speed Control:
These mixers feature precise variable speed controls. Baristas can adjust the speed settings according to the specific milk type being used and the desired froth texture. This adaptability allows for the creation of a wide array of coffee beverages, each with its unique froth requirement.
3.Consistent Temperature Control:
High-quality foam mixers incorporate advanced temperature control mechanisms. Temperature sensors and controls are integrated into the design to maintain a consistent and ideal frothing temperature. This consistency is crucial as it directly impacts the flavor and texture of the foam, resulting in a superior taste experience for the customers.
4.Steam Wand Design:
The steam wand in these mixers is meticulously designed to create a vortex or whirlpool effect within the milk pitcher. This design effectively introduces air into the milk in a uniform manner, leading to a finely textured microfoam. The even distribution of air ensures that the froth is smooth and creamy, enhancing the overall quality of the coffee-based beverages.
5.Durability and Build Quality:
High-quality foam mixers are constructed using durable and high-grade materials. The robust build ensures longevity and resilience, even under continuous and rigorous usage in commercial settings. Investing in a mixer with excellent build quality translates into long-term reliability, reducing maintenance costs and downtime for businesses.
6.Ease of Cleaning:
These mixers are designed with ease of maintenance in mind. Components are easily removable, and surfaces are smooth and accessible, simplifying the cleaning process. Efficient cleaning procedures are essential, especially in high-volume settings, to maintain hygiene standards and the quality of frothed milk.
7.Noise Level:
Premium foam mixers are engineered to operate with reduced noise levels. While it's impossible to eliminate all noise, manufacturers employ sound-dampening techniques and materials to create a quieter working environment for baristas. This thoughtful design consideration enhances the overall comfort of the workspace.
8.User-Friendly Interface:
High-quality foam mixers feature intuitive and user-friendly interfaces. Clear and easy-to-understand controls streamline the frothing process. Baristas, regardless of their expertise, can efficiently operate the mixer, ensuring consistent froth quality and minimizing the learning curve for new staff members.
9.Consistency in Foam Production:
These mixers are designed for consistency. The engineering precision ensures that the foam produced is uniform batch after batch.
10.Compatibility with Different Milk Types:
Recognizing the diversity in customer preferences, high-quality foam mixers are engineered to froth various milk types effectively. Whether it's dairy or plant-based alternatives like almond, soy, or oat milk, these mixers can handle different textures and densities.
11.Safety Features:
Safety is paramount in professional settings. High-quality foam mixers often come with safety features such as automatic shut-off mechanisms. These features prevent overheating and potential hazards, ensuring the safety of both the users and the equipment. Safety certifications and adherence to industry standards further reinforce the reliability of these mixers.
Milk Frother, Milk Foamer, Coffee Mixer, Mini Mixer, Stirrer, Whisk EP-568-4